My
last heated bed ran for a long time but it finally went pop on Mendel print number 15. The TO220 resistors developed a short to earth about half way though an 8 hour overnight build. It took out a 5 Amp mains fuse and destroyed the 4 Amp solid state relay that was controlling it.
Clearly the cheap TO220 resistors are just not suitable for abusing as heating elements, so I went back to using aluminium clad resistors. The disadvantage is that they are higher profile and need two accurately drilled mounting holes, but they are a lot more robust and cheaper. The more expensive TO220 resistors
I used on HydraRaptor are still going strong, but there is nothing to suggest that they are any better in their spec. It is the tab insulation that breaks down though, so it could be just the fact that the voltage is much lower on HydraRaptor.
I have used the Tyco THS10 series at temperatures up to 240°C and not had any fail yet. They are not rated for mains voltage though, so I moved up to
THS15 series which are. They are slightly taller, which doesn't actually matter because I use 20mm stand-offs, so there is still sufficient gap. The mounting holes will take an M2.5 screw, but I didn't have any to hand, so I drilled them out for M3. There is just enough room for a screw head with an integral washer, a standard washer would not fit.
I have run the THS10 at about twice their rating so I did the same with these: 9 × 22Ω in series gives a total power of 290W at 240V. That gives a warm-up time of about 4 minutes to 140°C. My extruder takes longer to get to 255°C, so I set them both off together so that the bed has enough time at its steady state temperature for the nylon pillars to expand fully.

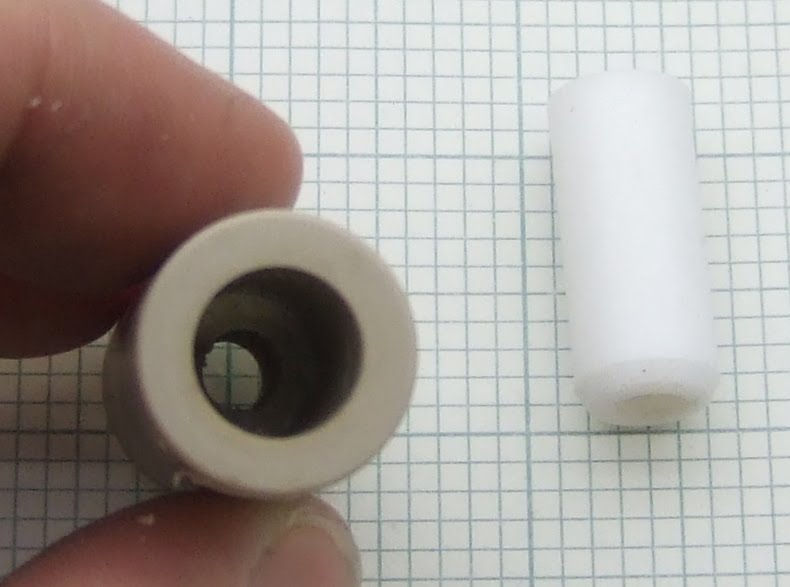
The white PTFE clamp is where I attach the thermocouple. The device wrapped in Kapton tape is a 190°C thermal cut-out to prevent melt down if the firmware crashes or the solid state relay goes short circuit. The mains wire has PTFE insulation to handle the temperature. Since the wiring is exposed it should really have an extra layer of insulation to be considered safe, but I am not about to stick my fingers under a hot bed so I didn't bother. If you have children or animals, or are completely risk averse, then you probably should.
I haven't put any magnets on this one yet as I haven't been making use of the ones on the last bed since I started using white
ABS on PET tape. The objects mainly come loose when they cool down and are easily removed without having to remove the steel plate and bend it.
ABS on PET tape works well. The grip level seems to degrade much more slowly than Kapton does. After lots of use it becomes easier to remove objects, but then the amount of grip is not quite enough for some parts. I can make most of the Mendel parts time after time, but I have problems with a few. The outer corners lift slightly towards the end of the build of the large Z brackets when the PET is old and I am building more than one at a time.

Not easy to see, but the bottom right corner has lifted by about 0.5mm. It makes no difference to the function of the part but I like to get them completely flat.

At the opposite end of the scale I have problems with the bed springs and the X 360 Z bearing plates. These are very tall compared to their footprint, so as the nozzle bushes past the top of the objects they often ping off the bed due to the small contact area and the high leverage. When the PET is old I have about a 30% reject rate with these unless I do them one at a time.
I had a 5mm sheet of
polycarbonate that I have been meaning to try as a bed material for some time. I think that is what is used on commercial machines. It has a high melting point (267°C), so will not melt when the hot filament lands on it. It also has a high glass transitions (150°C) so shouldn't soften on a heated bed.
I clamped it to the aluminium bed with some bulldog clips.

I tried it cold to start with but the ABS did not stick so I tried it at 140°C next. I made a test shape that I am using to research hole shrinkage. It stuck so well I broke it trying to get it off.

I had to use a chisel to get the rest off. Strangely, although the ABS is extruded below the melt point of the PC, so it can't form a diffusion weld, it forms a stronger bond with the PC than to itself.
I dropped the initial bed temperature to 50°C which seemed to be the lowest I could get the first layer outline to stick properly. After the first layer I set the bed temperature to 90°C to reduce the warping stress in the ABS. These are temperatures on the underside of the aluminium, so the top surface of the PC will be something like 15-20°C lower.

I made these tall objects that tend to come unstuck from PET. These held well, in fact, when I removed them, most of the springs and one of the bearing plates left their bottom layer behind. Not really a big problem, the bottom layer becomes a minimalist raft!
For general production I went back to PET tape. I covered a sheet of 1.5mm thick stainless steel and clamped it down with more bulldog clips. I can swap it with a sheet of glass if I need to do PLA. The steel seems to be strong enough to stay flat in the middle when clamped at the edge.